



Na výstup ventilu připojte plynovou hadici od svářečky. Otevřete redukční ventil na lahvi s CO2 a nastavte požadovaný průtok plynu (obvykle 10-15 l/min.). Zahájení svařování: Spusťte oblouk a začněte svařovat.Na jakém principu funguje metoda svařování TIG
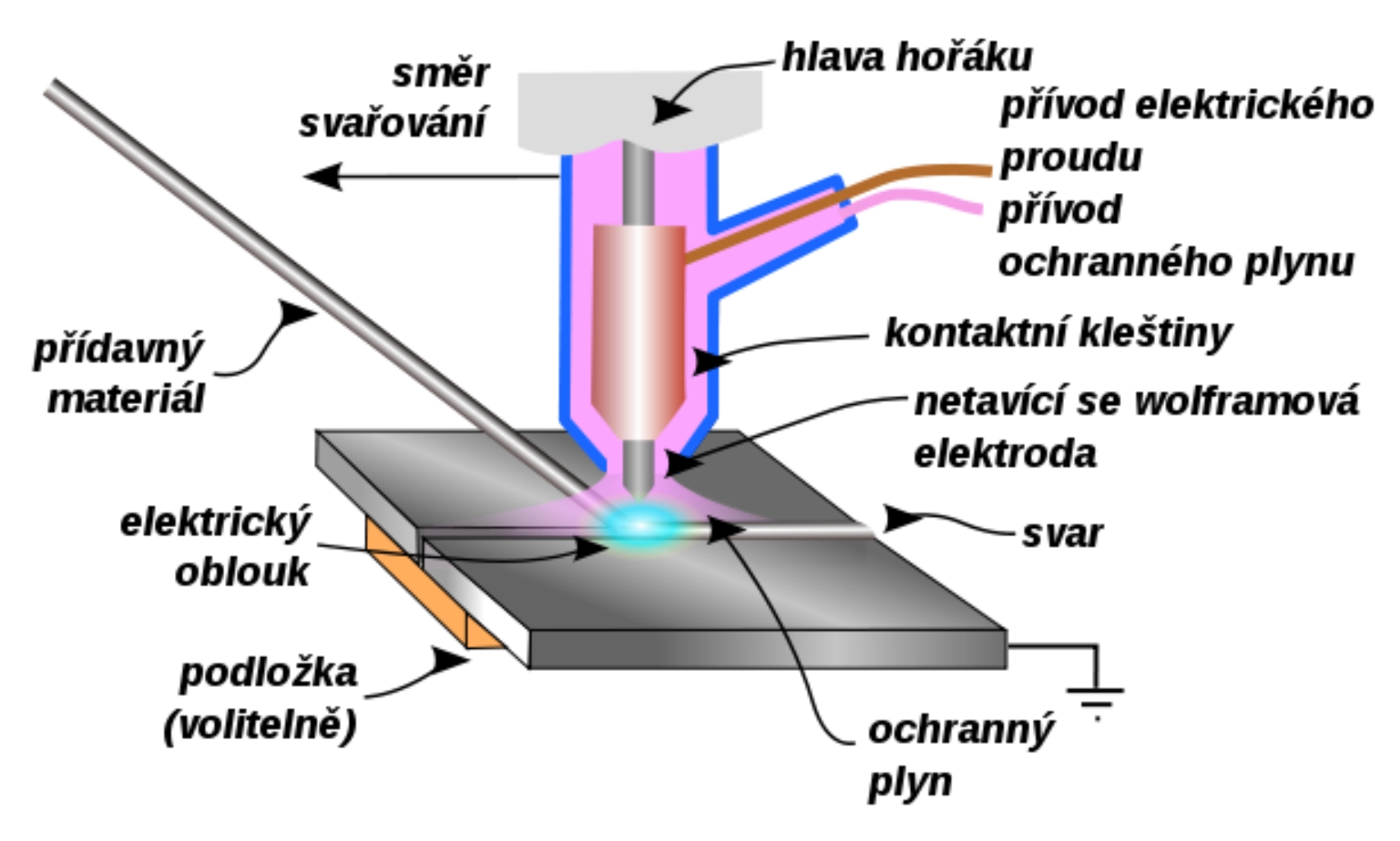
V jedné ruce drží svářeč hořák, který vytváří svářecí oblouk, ve druhé poté přídavný materiál, který se při střetnutí s obloukem odtavuje a vytváří požadovaný tvar. Právě díky tomu je metoda sváření TIG jedna z nejsložitějších.V současné době se jako ochranný plyn používá především argon, a proto se svařování TIG často označuje jako svařování pod argonem.
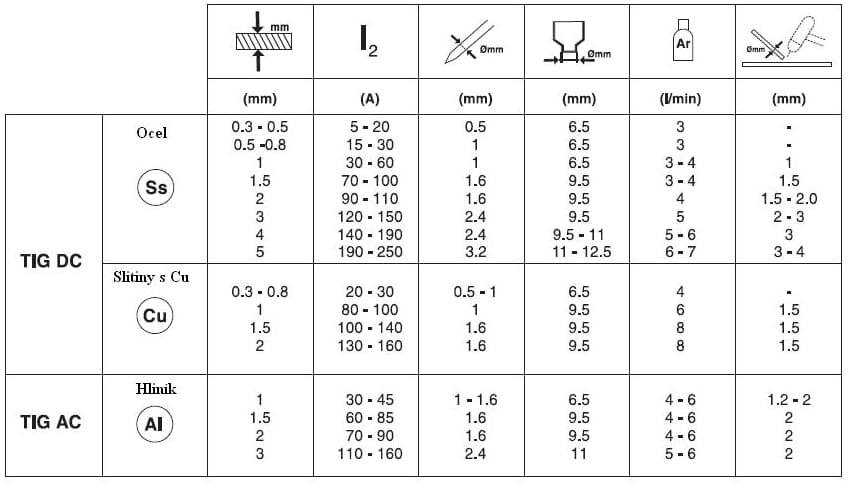
Kolik ampér TIG : Základní nastavení TIG svářečky – invertoru a jeho svářecího proudu
| Tloušťka materiálu ( mm ) | Proud ( A ) | Průtok plynu Ar (l) |
|---|---|---|
| 1 – 1,5 | 6 – 70 | 5 – 6 |
| 1,5 – 3,0 | 60 – 140 | 6 – 7 |
| 3,0 – 5,5 | 120 – 240 | 7 – 8 |
Jak ušetřit plyn při vaření
Vařte na plynu úsporněji díky 6 tipům
- Při vaření zakrývejte hrnce poklicí.
- Používejte správnou velikost nádobí, které padne na konkrétní plotýnku.
- Naučte se vypínat plotýnku chvíli před koncem vaření.
- Odměřujte správné množství vody.
- Zapojte do vaření tlakový hrnec.
- Udržujte plotýnky čisté a nádobí bez defektů.
Kolik stupňů má autogen : Pro svařování se nejčastěji používá směs acetylénu a kyslíku, protože tato směs ve správném poměru umožňuje dosáhnout teploty plamene až okolo 3200°C. Jako hořlavý plyn lze využít i vodík nebo propan, ale teplota plamene je nižší ( maximálně 2500°C).
Stejně jako pro svařování obalenými elektrodami můžeme pro TIG svařování použít jak zdroj stejnosměrného proudu (DC), tak i zdroj střídavého proudu (AC). Podmínkou je strmá statická V-A charakteristika.

Svarové plochy musí být zbavené všech nečistot a mastnoty. Oblouk zapálíme lehkým kontaktem o svařované místo a následným oddálením cca 5 mm. Dochází k roztavení kovu a vzniká svarová lázeň. Elektrodu mírně táhneme a současně mírně pohybujeme do stran, udržujeme předepsanou vzdálenost oblouku.
Který plyn se spolu s kyslíkem využívá při svařování a řezání kovů tzv autogenem
Pro svařování se nejčastěji používá směs acetylénu a kyslíku, protože tato směs ve správném poměru umožňuje dosáhnout teploty plamene až okolo 3200°C. Jako hořlavý plyn lze využít i vodík nebo propan, ale teplota plamene je nižší ( maximálně 2500°C).Ampér označuje velikost procházejícího elektromagnetického proudu. Jeden ampér prochází obvodem pokud je jeho velikost toku elektrického náboje právě 1 coulomb za čas 1 sekundy. Dílčími jednotkami ampéru jsou mikroampér a miliampér.Obecně platí že 1 člen domácnosti spotřebuje na ohřev vody asi 1 430 kWh plynu ročně. U vaření pak jedna osoba spotřebuje zhruba 200 kWh zemního plynu za rok.

10 tipů, jak snížit spotřebu plynu v domácnosti
- Zvažte výměnu starého kotle za nový
- Nezapomínejte na pravidelné revize.
- Pořiďte si termohlavice.
- Zvažte dodatečné zateplení
- Nepřetápějte zbytečně místnosti.
- Upravte rozestavení nábytku.
- Závěsy patří na okna nebo před dveře.
- Pošlete teplo dál do místnosti.
Jak správně zapálit autogen : Pokud myslíš "autogenem" hubici na konci hořáku (řezáku) tak lze různými způsoby – sirkama, zapalovačem, přiblížením k pracovišti kolegy který vaří vedle, strčením hořáku do kamen, přiložením k železu které je ještě hodně ohřáté od předešlého vaření, od drobných požárů kolem svařeče (suchá tráva).
Jaký plyn se používá v Autogenu : Autogenní řezání a svařování je technika používaná v průmyslu i řemeslech k efektivnímu a přesnému řezání kovů za pomoci hořlavých plynů, jako je acetylen.
Jak nastavit svařovací proud
Důležitým bodem je nastavení velikosti svařovacího proudu. Obecné pravidlo zní, že velikost proudu v ampérech se rovná přibližně čtyřicetinásobku průměru elektrody v milimetrech. Tzn. že pro elektrodu 2,0 mm je odpovídající svařovací proud přibližně 80 A.

Při TIG svařování stejnosměrným proudem se používá téměř výhradně tzv. přímá polarita, kdy je wolframová elektroda připojena na MÍNUS (-) pól zdroje svařovacího proudu a základní materiál na PLUS (+) pól. V praxi to znamená, že TIG hořák připojíte na MÍNUS svorku svářečky a zemnící kabel na PLUS svorku.Dobrý svár by měl vypadat nějak takto. Je rovnoměrný, ani příliš vysoký, ani roztrhaný. Byla dodržena rychlost pohybu i vzdálenost elektrody od svařovaného materiálu. Svařovaný materiál je stejnoměrně prohřátý.
Proč se mi lepí elektroda : V případě špatného zapojení a špatného výběru obalené elektrody bude svářečka velmi špatně nebo dokonce vůbec svářet nebude. Elektroda se bude nejen lepit, špatně zapalovat, špatně rozlévat, nebude držet oblouk a i výsledný svár nebude stát za nic.