



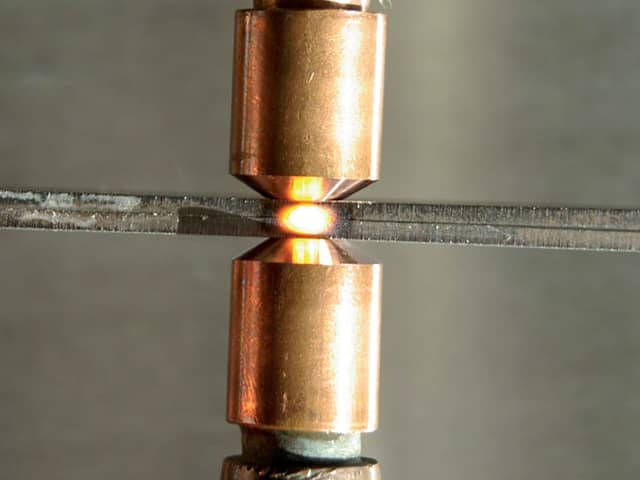
Při svařování elektrickým obloukem slouží elektroda jako anoda (kladný pól / +) a obrobek jako katoda (záporný pól / -). Pomocí svorky se jeden pól spojí s obnaženou částí obrobku a druhý pól s držákem elektrod, kterým se konec elektrody vede po místě sváru. Tím dochází ke zkratu a vzniká elektrický oblouk.Při odporovém svařování dochází ke spojení materiálů bez přidaného materiálu – spojované materiály jsou k sobě přimáčknuty dvěma elektrodami jimiž zároveň prochází elektrický proud, kde díky velkému odporu materiálu dochází k zahřátí a ke spojení styčných ploch.Dobrý svár by měl vypadat nějak takto. Je rovnoměrný, ani příliš vysoký, ani roztrhaný. Byla dodržena rychlost pohybu i vzdálenost elektrody od svařovaného materiálu. Svařovaný materiál je stejnoměrně prohřátý.

Co je to TIG svařování : TIG svařování (GTAW nebo plynový wolfram) je proces svařování elektrickým obloukem, při kterém se taví a ohřívají kovy při vysokých teplotách (přes 6000 stupňů Fahrenheita). I když je to dražší než tyčové svařování, je čistší a všestrannější (pracovat lze s ocelí, hliníkem, mosazi a mnoha dalšími kovy).
Jak Zapalit oblouk
Zapálení oblouku
Přiložte elektrodu k základnímu materiálu a lehce škrtněte, podobně jako běžnou zápalkou. Tím zapálíte elektrický oblouk. Ihned po zapálení oblouku elektrodu oddalte přibližně 5 mm od základního materiálu, aby nedošlo k přilepení elektrody.
Kolik stupnu je při svařování : Hoření elektrického oblouku při svařování
| Metoda svařování | Teplota [°C] |
|---|---|
| Svařování pod tavidlem | 6200–7800 |
| Svařování netavící se elektrodou | 6200–9000 |
| Svařování v ochranné atmosféře tavící se elektrodou | 8000–15 000 |
| Svařování plazmatem | 20 000–25 000 |
Kvalifikace postupu svařování (WPS) je dokument, který popisuje postup svařování a způsob provedení. Směrnice WPS pomáhá při plánování a kontrole kvality celé svařovací operace. Dodržování směrnice WPS se doporučuje při všech svařovacích operacích. Ve většině norem a předpisů třídy použití je směrnice WPS povinná.

Pulzní svařování poskytuje oproti běžnému MIG-MAG svařování značné výhody. Puls využívá takzvaného Pinch efektu. Kapka se na rozdíl od krátkého oblouku neodděluje ve zkratu. Drátová elektroda se jednu až dvě milisekundu dlouhým impulzem nataví a na určitém místě seškrtí.
Proč se mi lepí elektroda
V případě špatného zapojení a špatného výběru obalené elektrody bude svářečka velmi špatně nebo dokonce vůbec svářet nebude. Elektroda se bude nejen lepit, špatně zapalovat, špatně rozlévat, nebude držet oblouk a i výsledný svár nebude stát za nic.svařovací metoda 135 s plným drátem (S) kvalifikuje i svařovací metodu 138 plněnou elektrodu kovovým práškem a naopak. svařovací metoda 121 s plným drátem (S) kvalifikuje i svařovací metodu 125 plněnou elektrodu kovovým práškem a naopak.Rutilky způsobují menší rozstřik a snadněji se odstraňuje struska oproti bazické elektrodě. Zvlášť nutné jsou rutilové elektrody pro trafo svářečky s nízkým zapalovacím napětím ale jsou vhodné i pro invertory. U invertoru si jen dáme pozor na správné zapojení kabelů pro rutilové elektrody ( takzvaně změníme polaritu ).

Přibližná doba použití: Láhev o objemu 8 litrů naplněná na 200 barů při průtoku nastaveném na 8 l/min vydrží zhruba na 200 minut sváření.
Jaký proud při svařování : Při nastavení a volbě svařovacího proudu je nutné uvažovat jak silné (tloušťka stěny svařovaných dílů) materiály budeme svařovat. Pro malé tloušťky cca 2 mm použijeme malý svařovací proud např. pro průměr elektrody 2,5 mm cca 60 A, ale pro tloušťku materiálů 10 mm už musíme použít svařovací proud 80 A.
Co je pWPS : Předběžná specifikace postupu svařování (pWPS) – je dokument, který obsahuje požadované proměnné (parametry, podmínky), podle nichž musí být postup svařování kvalifikován pro zjištění opakované jakosti během výrobního procesu.
Co je orbitální svařování
Z odborně technického hlediska, patří orbitální svařování do skupiny částečně mechanizovaného svařování. Díky použitému výrobnímu zařízení, jsme schopni dosáhnout dokonalé kontroly nad elektrickým obloukem. Tento způsob svařování lze provádět pouze za použití WIG/TIG technologie.

Aluminotermické svařování, jinak též svařování termitem, se používá především ke svařování kolejnic. V tyglíku s otvorem ve spodní části, umístěném nad svařovaným místem, se pomocí magnéziové roznětky zapálí směs oxidu železitého a hliníkového prášku.Přiložte elektrodu k základnímu materiálu a lehce škrtněte, podobně jako běžnou zápalkou. Tím zapálíte elektrický oblouk. Ihned po zapálení oblouku elektrodu oddalte přibližně 5 mm od základního materiálu, aby nedošlo k přilepení elektrody.
Kam zapojit Rutilovou elektrodu : Kabel s držákem obalené elektrody se zapojuje na PLUSový pól svářečky a kostra – zemnící kabel na MÍNUSový pól svařovacího zdroje. Při tomto zapojení se používají výhradně RUTILOVÉ obalené elektrody.